


新聞中心
News Center
2023
10-18 00:00
2023
-
10
釔基重稀土復合球化劑、球化包芯線在厚大斷面及中小球墨鑄鐵件中的應用
作者:
綜合評述了釔基重稀土復合球化劑、球化包芯線的研究現狀,簡要介紹了釔基重稀土復合球化劑、球化包芯線的制備,主要探討了釔基重稀土復合球化劑、球化包芯線中的元素特性及其球化作用機理,闡述了不同重量、壁厚球鐵鑄件如何選擇釔基重稀土復合球化劑、球化包芯線,以及釔基重稀土復合球化劑、球化包芯線在工廠的應用效果。
球化劑是球墨鑄鐵件生產的關鍵材料之一,雖然加入量少,但對球墨鑄鐵的生產來說至關重要。在工業生產領域,主要的球化劑類型有鎂硅系合金、稀土鎂硅系合金、純鎂合金等。目前世界上用得最為廣泛的球化劑是稀土鎂硅鐵合金,除此之外還衍生出輕稀土球化劑(以鈰、鑭為主)、重稀土球化劑(以釔為主)、含銻球化劑、含鉍球化劑、含銅球化劑等[1-2]。
釔基重稀土復合球化劑、球化包芯線是在重稀土球化劑的基礎上升級開發出來的,主要成分有釔、鑭、鈰、鎂、鋇、鈣、硅等,稀土中釔≥50%[3]。釔基重稀土復合球化劑、球化包芯線經試驗研究和工廠應用表明,具有凈化鐵液、球化、抗衰退性、抗石墨畸變能力強,白口傾向小,細化基體組織,適用范圍寬等特點。并且釔基重稀土復合球化劑、球化包芯線有加入量范圍寬的特點,在原料不穩定的情況下,特別是反球化元素、雜質量高的情況下,其抗干擾性、抗石墨畸變性、抗衰退性能就表現得更明顯,在較高殘鎂量下,仍然不會惡化石墨形態,并且能保證鑄件心部的球化等級及力學性能[4]。
1 釔基重稀土復合球化劑、球化包芯線的制備
目前國內使用的稀土球化劑按照其生產工藝有沖配壓鎂法、熔配法、均采用中頻感應爐熔煉[5]。中頻感應爐熔煉法是最常見的方法,也是生產稀土球化劑的主要方法。釔基重稀土復合球化劑主要采用中頻感應爐熔配法,利用該方法生產球化劑,質量控制要點主要有以下幾方面
1.1 原材料準備
釔基重稀土硅鐵合金:這是球化劑中稀土元素的唯一來源,要求不潮濕、不粉化、成分均勻、無夾雜物。以含稀土23%~30%的重稀土硅鐵最為常用。采用我國南方獨特的離子型稀土礦提取的重稀土氧化物或氫氧化物(Y2O3≥50%)為原料加入硅鐵、碳化鈣等復合還原劑在三相電弧爐中冶煉而成[6]。
金屬鎂:鎂在合金中主要以Mg-Si合金相狀態存在,這有利于減少鎂的氧化燒損。合金中的鎂還可以分為有效鎂和無效鎂,無效鎂主要就是指氧化鎂,因此,要求原材料金屬鎂必須純度高(Mg≥99.7%),雜質少,不能被氧化。
硅鐵:要求低鋁,組織致密,無粉化、無夾雜物,反球化元素少。
硅鈣、硅鋇:要求產品的純度高,反球化元素少。
廢鋼:一般使用碳素鋼,硅鋼也可以,禁止使用其他合金鋼,因為其中的合金元素可能是反球化元素,生產不好控制。另外,要求廢鋼無油無銹無污漬,尤其是鐵銹容易被鎂還原為氧化鎂[7]。
1.2 生產過程控制
一是按照正確的順序加料,由于金屬鎂的性質活潑且溶點沸點較低,極易與鐵發生反應,因此要注意避免鎂和廢鋼鐵直接接觸。應率先加入鎂與硅,使金屬鎂熔化后與硅結合生成Mg-Si相,以減少鎂的燒損,對球化劑中鎂含量的保持與氧化鎂含量的控制具有重要的意義。
二是熔制的成分要均勻。除利用中頻爐的自身感應攪拌外,還要人工適時適力的攪拌,以使合金成分在冶煉過程中均勻化。澆注前需要進行除渣處理,使球化劑合金中雜質含量較低和無成分偏析等。
三是合金錠厚度要適當。合金液體澆注冷卻后的錠厚如果太薄,其表面積大,合金冷卻過程中容易造成更多的鎂燃燒氧化,如果太厚,則因為合金元素的比重不一樣,容易造成凝固過程中成分偏析。適宜的厚度一般在25~30 mm。
1.3 沖入法球化劑
沖入法球化劑粒度要分級。凝固后的合金錠在破碎篩分前要清理表面氧化物,挑出夾雜物。并根據用戶的鐵液包大小,把粒度分級包裝,但不能有合金粉粒存在。
1.4 球化包芯線制備
一是把塊狀球化劑在氬氣保護下破碎成0.1~0.25 mm粒度的顆粒。二是再用包線機用一定寬度和一定厚度的鋼帶將球化劑顆粒或者是幾種合金的顆粒包裹成一定粗細的金屬線。
1.5 化學成分檢驗
釔基重稀土復合球化劑除了外觀致密、粒度均勻、沒有夾雜物等之外,更重要的還是其化學成分穩定、波動小[8]。釔基重稀土復合球化劑除了常規的RE、Mg、Si、Ca等元素的分析檢測之外,還需要分析球化劑中主要的球化元素Mg的存在形式。一旦鎂被氧化和硫化將失去球化能力,將導致球化不良等后果。當球化劑中的MgO/Mg<0.12,包芯線中的MgO/Mg<0.4時,Mg是活性的,可以保持良好的球化效果。但當MgO/Mg>0.12,包芯線中的MgO/Mg>0.4時,可能會出現球化不良甚至球化失敗。因此,需要密切注意球化劑中的鎂和氧化鎂的含量[1]。
2 釔基重稀土復合球化劑、球化包芯線中的元素及其特性
目前普遍采用的釔基重稀土復合球化劑、球化包芯線,其中包含球化元素鎂、稀土、鈣,還有一定的硅、鐵、鋇,以及少量的鉍(Bi)、銻(Sb)等。球化劑中的每種元素的含量對球鐵的質量都有很大的影響。本文以本司生產的釔基重稀土復合球化劑、球化包芯線為例進行分析。
球化元素是指那些能夠促進石墨球狀化、使石墨球生成或增加的元素。化學周期表中幾乎所有元素的轉化能力都被進行了研究。最終認為鎂是最好最主要的球化元素,此外,釔、鑭、鈰、鈣也能用作輔助的球化元素。
球墨鑄鐵件中球化元素的殘留量與原鐵液的硫、氧含量,鑄件的大小、壁厚等有關,要保證石墨成球以及球化的穩定性,有效殘留鎂量應>0.030%。但當鎂殘留量超過0.07%時,一部分鎂偏析于晶界,并與晶界中的碳、磷等發生放熱反應,生成MgC2、Mg2C3、Mg3P2等[9]。為了控制球化反應的平穩性,釔基重稀土復合球化劑的鎂含量常低于10%。在選擇釔基重稀土復合球化劑的含鎂量時,主要根據球化溫度、鑄件壁厚來確定球化劑的含鎂量[7]。稀土元素球化能力次于鎂,國內釔基重稀土復合球化劑中的稀土含量一般分為高量(5%~7%)、中量(3%~5%)和低量(1%~3%)三檔[10]。近年來由于原輔材料質量提高,干擾球化的元素大幅度減少,釔基重稀土復合球化劑中的稀土含量有一個降低的趨勢[11]。適量稀土元素的加入可以增加球墨數量,提高球墨的抗衰退能力,過多的稀土元素則會引起碎塊狀石墨等缺陷。稀土元素的加入量應綜合考慮生產條件、鐵液質量、鑄件大小等因素[12-13]。鈣在釔基重稀土復合球化劑、球化包芯線中與硫、氧有很強的親和力,其脫硫能力比鎂還強,能使球化反應趨于緩和并能增加石墨結晶核心,在低鎂球化劑中起到輔助球化的作用[11]。
硅和鐵是釔基重稀土復合球化劑、球化包芯線中的基本成分,是熔煉合金時配入的,改變它們的含量能調整球化劑的密度和熔點。釔基重稀土復合球化劑中的硅一般在40%~50%。鋇在釔基重稀土復合球化劑、球化包芯線中是為發揮稀土、鎂、鈣元素的協調作用,降低稀土和鎂的含量,使球化效果更好,鋇和鈣作為石墨化元素與鎂一起可降低鎂在高溫下的蒸氣壓,提高鎂的吸收率,增加單位體積球墨鑄鐵的石墨球數,強化孕育效果,抑制碳化物的形成。
Bi和Sb過去常被認為是反球化元素,但是最近研究結果表明[13-14]Bi和Sb在一定范圍內加入鐵液中,可以中和過量的稀土元素和稀土元素作用形成穩定的高熔點化合物,有利于球墨的異質形核。而且他們易在球墨周圍形成包圍層,能夠有效防止石墨畸變和長大,減輕球墨畸變的程度,增加球墨的數量和球化率。王輝等人[15]采用重稀土球化劑制備牌號為QT600-8輪轂法蘭盤,加入Sb元素后可以穩定獲得無碎塊狀石墨的鑄件。岑鴿等[16]認為厚大斷面鐵素體球鐵件中添加適量的元素Bi,能明顯提高球鐵的綜合力學性能,特別是伸長率和低溫沖擊性能。但是,目前對于Sb、Bi的合適加入量,還沒有一致的說法。
3 釔基重稀土復合球化劑、球化包芯線的選用
3.1 釔基重稀土復合球化劑、球化包芯線的質量要求
釔基重稀土復合球化劑、球化包芯線的品質對球墨鑄鐵的生產具有舉足輕重的作用。優質球化劑必須具備:化學成分穩定,Mg和RE波動范圍小;合金純度高,MgO含量低;合金組織致密;粒度分布均勻合理等。
從球化元素在鐵液中的反應熱力學、反應動力學和釔基重稀土復合球化劑生產過程質量影響因素、鑄造廠使用過程工藝影響因素,綜合考慮后大致可以歸納出判定釔基重稀土復合球化劑品質的標準:①球化元素與鐵液中硫、氧等元素的親和力強,無返硫現象,石墨成球的能力較強。②球化劑的成分準確,配比合理,球化元素含量符合標準,元素偏差小,沖入法球化劑中MgO/Mg≤0.12,高鎂球化包芯線中MgO/Mg≤0.4。③球化劑的密度≥4.2 g/cm3,且沒有偏析、夾渣、縮孔縮松等缺陷。
3.2 如何選擇釔基重稀土復合球化劑、球化包芯線
以上球化劑的質量評價標準也可以說就是我們選用釔基重稀土復合球化劑、球化包芯線的依據,但那是按照普通的原理、普遍現象來說明,具體到釔基重稀土復合球化劑、球化包芯線的選用問題,球化劑生產企業和鑄件生產企業一般不按國家標準生產和采購,而是參照質量要求確定沖入法球化劑的成分、塊度、加入量等,以及喂線法球化包芯線的化學成分、總殘鎂量等工藝參數。
根據生產條件和產品要求確定球化處理方式和工藝后,就基本確定了釔基重稀土復合球化劑、球化包芯線的類型,其后再細化確定球化劑的成分。在原鐵液的硫量較高時應盡量先進行脫硫處理以減少球化劑加入量和使用低稀土含量的球化劑,而不能簡單地采取多加球化劑和選用高鎂高稀土球化劑的工藝來生產。熔煉過程中不管是電爐熔煉還是沖天爐熔煉,都應降低鐵液中的含氧量,從而降低球化劑加入量或球化劑中Mg和RE量。
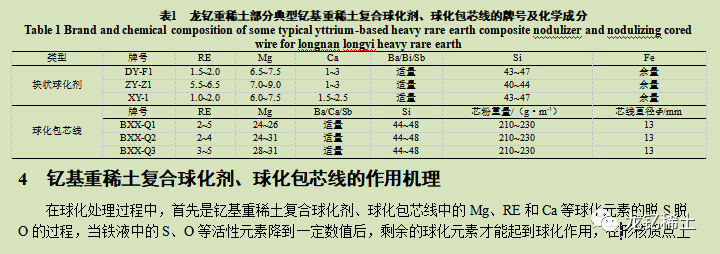
以最常用的沖入法和蓋包法所用的塊狀球化劑和喂線法球化包芯線為例,釔基重稀土復合球化劑、球化包芯線中球化元素含量與原鐵液硫量、金屬爐料中干擾元素的含量、球化處理溫度、鑄件壁厚、鑄件生產工藝和鑄件要求等相適應,需綜合評價確定。表1是我司部分典型的釔基重稀土復合球化劑、球化包芯線的牌號及成分。
4 釔基重稀土復合球化劑、球化包芯線的作用機理
在球化處理過程中,首先是釔基重稀土復合球化劑、球化包芯線中的Mg、RE和Ca等球化元素的脫S脫O的過程,當鐵液中的S、O等活性元素降到一定數值后,剩余的球化元素才能起到球化作用,在形核質點上使石墨呈球狀析出長大。釔基重稀土復合球化劑、球化包芯線被廣泛應用于不同類型的球鐵件,其主要的作用機理如下。
4.1 凈化和精煉鐵液
釔基重稀土復合球化劑、球化包芯線中的鎂、鈣和稀土,在鐵液中都會和硫、氧發生反應生成硫化物和氧化物。鎂的沸點為1 107 ℃,進入鐵液后迅速氣化,對鐵液有強烈的攪拌作用。同時,溶于鐵液中的氣體易于向氣泡中擴散、析出,從而被氣泡帶出。鐵液中的部分氧化物、硫化物夾雜也會被氣泡吸附并排出,剩余的氧化物、硫化物可以作為石墨球化的形核質點。稀土還能與Bi、Pb、Sb等雜質反應生成熔點較高的化合物,不溶于鐵液中而被去除,起到精煉作用,同時還抵消了這些微量元素對球墨鑄鐵的反球化作用。
4.2 抗球化衰退
釔基重稀土復合球化劑、球化包芯線能夠被廣泛的應用,抗球化衰退是很主要的一個原因。由于重稀土釔的沸點高達3 038 ℃,比鈰基輕稀土等沸點高得多,加入到鐵液中產生的蒸氣壓僅是0.001個大氣壓,且釔的燒損又比鈰少8%~15%。因此,在鎂衰減較快的情況下,稀土元素還能保證球化效果,從而避免了球化衰退。其次是重稀土釔和硫的親和力很強,且為不可逆反應,避免了返硫現象。因此,使用釔基重稀土復合球化劑基本上不會發生因返硫現象而導致的球化衰退。
4.3 抗石墨畸變
球化處理過程中,鐵液中有一定量的球化元素石墨才能球化。球化元素不足,容易產生球化不良或球化衰退。尤其是對于厚大斷面鑄件,為防止球化衰退,必須保證較高的球化元素。但是球化元素都是促進白口增加的元素,過量的球化元素不僅使球鐵白口傾向大、組織滲碳體多,還容易產生夾渣、縮松等鑄造缺陷,而且會使石墨產生畸變。重稀土釔在鑄鐵中的固溶度要大于輕稀土元素,濃度可達到0.5%。釔元素會和鐵元素形成Y-Fe金屬鍵化合物,形成微合金化,不會吸附在石墨晶體螺旋位錯的旋出口處。由于釔在鐵液中的固溶度比輕稀土要大很多,所以其殘留范圍更寬,在厚大斷面中能更好地保證球化效果。并且,如果鐵液中殘留重稀土量不超過固溶度,則將不造成石墨畸變。
4.4 球化穩定、效果好
釔基重稀土復合球化劑、球化包芯線中的稀土組分除了以重稀土元素為主(含釔50%)以外,還包含了其他輕稀土元素。同時由于配加了鎂、鈣、鋇、硅等,并充分利用了稀土元素間和鎂、鋇、鈣之間互為補充的疊加作用及復合作用,使得釔基重稀土復合球化劑的球化能力強、球化質量高,而且反應平穩。
5 釔基重稀土復合球化劑、球化包芯線的應用
5.1 釔基重稀土球化劑在厚大斷面球鐵件中的應用
釔基重稀土復合球化劑在不同牌號、重量、壁厚的球鐵件都有廣泛的應用。由于釔基重稀土復合球化劑抗衰退、抗石墨畸變能力強等優點,在生產厚大斷面球體鑄件時作為選擇的球化劑。中鋼集團采用釔基重稀土復合球化劑制備出符合質量要求的球墨鑄鐵冷卻壁,其附鑄試塊的抗拉強度>420 MPa、伸長率≥20%[17]。阜新市產業技術研究院采用DY-7F重稀土球化劑成功開發了牌號為QT500-7的球鐵吸沙泵,泵體單重46.67 t,主要壁厚為75 mm,最厚處達355 mm,重稀土球化劑起到良好的抗衰退作用,泵體附鑄試塊的金相組織和力學性能均滿足要求[18]。常州精棱鑄鍛采用重稀土球化劑成功生產出牌號為GGG35.3的2MW風電發電機輪轂,該鑄件質量10 t,壁厚大于40 mm,最大壁厚超過200 mm[19]。重稀土球化劑解決了鑄件凝固時間長,球化衰退快,易發生石墨畸變和元素偏析等問題,使得鑄件各項性能指標全部達到驗收技術標準。對于厚大斷面的鑄件,為防止球化衰退、心部球化效果不良,很多學者[20-22]采用了將重稀土和輕稀土的球化劑復合使用方法,提高了鑄件的球化率,且石墨變得更加圓整,力學性能有一定提高。
5.2 釔基重稀土球化劑在中小球鐵件中的應用
任何球鐵件,無論是厚大斷面球鐵件,還是中小球鐵件,都存在球化衰退現象。因此對于中小型鑄件,采用釔基重稀土球化劑,能夠確保較鑄件球化等級良好,白口傾向小,組織均勻。濰坊裕川機械采用釔基重稀土球化劑(XY-1)制備了牌號為QT500-10雙偏心蝶閥,該閥體質量為940 kg,大通徑蝶閥壁厚達57 mm,解決了閥體金相組織中部球化衰退、石墨球偏大、石墨開花等問題,克服了使用輕稀土球化劑造成鑄件的力學性能指標不穩定的問題[23]。安徽汽車制動器廠生產牌號為QT400-15的汽車配件,采用釔基重稀土復合球化劑所生產的汽車配件相比于輕稀土球化劑球化反應更為平穩,球化等級高出1-2級,工藝出品率更高,且其他性能也高于要求的標準[24]。一汽鑄造采用釔基重稀土復合球化劑開發了牌號為QT600-5的特種越野卡車中橋殼,整體壁厚20 mm,局部熱節處厚度達到50 mm,解決了球化衰退的問題,質量穩定,廢品率低[25]。
釔基重稀土球化劑、球化包芯線經過幾十年的發展,在鑄造行業被廣泛的認可。由于其抗干擾能力強,能很好解決球化衰退、石墨畸變等問題,在厚大斷面已被當作抗球化衰退的選擇。為了保證中小鑄件的品質及產品的均一性,越來越多的工廠在生產中小鑄件時,選用釔基重稀土復合球化劑、球化包芯線。為此,我們分別列舉了具有代表性的大斷面球鐵鑄件和質量要求高的中小型球鐵鑄件在企業應用試驗的結果,試驗結果如下。
5.3 厚大斷面球鐵件應用典型案例
5.3.1 沖入法球化劑在大斷面球鐵件的應用案例
(1)某風能技術有限公司。該公司生產某型風電輪轂鑄件,材料牌號為QT400-18AL,澆注鐵液質量超過15t,平均壁厚約100 mm。技術要求抗拉強度不低于370 MPa,屈服強度不低于220 MPa,布氏硬度HB 120~175,尤其是-40 ℃沖擊值要求平均不低于10 J,個別不小于7 J。試驗采用牌號為DY-F1的沖入法釔基重稀土球化劑,采用硅鋇孕育劑,通過爐前孕育和瞬時孕育相結合的方式進行孕育處理。從附鑄試塊上取樣進行金相組織和力學性能的測試,試驗結果如下表2。

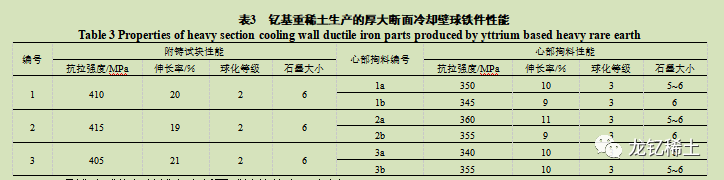
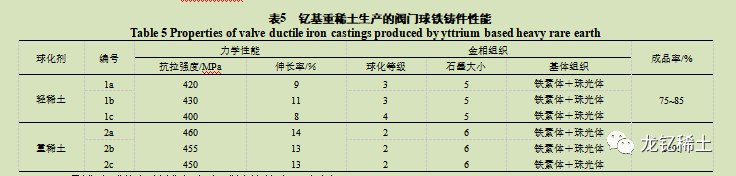
(2)某冶金設備有限公司。該公司采用釔基重稀土球化劑試驗生產牌號為QT400-18的冷卻壁,鑄件重2.8 t,鑄件外形尺寸600 mm×900 mm×250 mm。公司的要求是心部抗拉強度≥320 MPa,伸長率≥7%。通過合適的球化工藝,附鑄試塊和鑄件中心實體的力學性能和石墨組織均滿足大斷面球鐵的生產要求,試驗結果如表3所示。
5.3.2 喂線法球化包芯線在大斷面球鐵件的應用案例
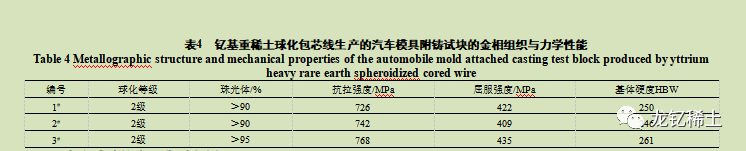
(1)某汽車磨具制造廠。該制造廠試驗生產牌號為GGG70L的汽車模具,磨具產品見圖1。試驗采用BXX-Q1牌號的重稀土球化包芯線和BXX-Y2牌號的孕育線。喂線參數:球化線加入量25 m/t,孕育線20 m/t,15 t包處理了9.6 t鐵液,喂線速度55 m/min。出爐溫度為1 530 ℃,澆注溫度為1 423 ℃。澆注時,加0.15%隨流孕育劑。試驗結果如表4所示。

5.4 小球鐵件應用典型案例
5.4.1 沖入法球化劑在中小球鐵件的應用案例
(1)韶關某鑄造廠。該鑄造廠試驗生產材質為QT400-12的非標閥門球鐵鑄件,壁厚10-50mm之間,對伸長率有較高要求。由于壁厚較小,且壁厚差異大,想要生產出質量均勻的鑄件存在一定的困難。原球化劑采用的是輕稀土球化劑,由于鑄件凝固快,容易造成白口,且球化后金相組織中碳化物較多。現改用釔基重稀土球化劑,加入量較之前的輕稀土2.5%降低到1.5%,球化效果好,解決了鑄件白口的問題,成品率能夠達到97%,試驗結果如圖3和表5所示。
5.4.2 喂線法球化包芯線在中小球鐵件的應用案例
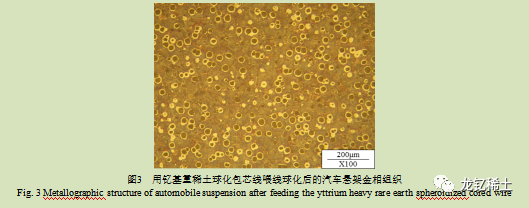
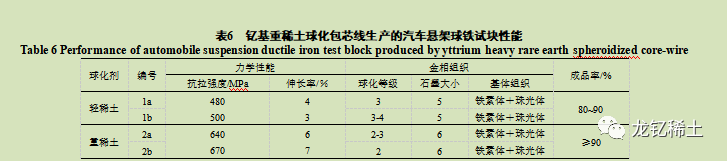
(1)湖北某汽車配件制造廠。汽車懸架是車身、車架和車輪之間的一個重要連接部件,材料牌號為QT600-3,單個鑄件重40~45 kg,質量要求高,需要保證較高的球化等級及組織的均勻性。原使用的輕稀土球化劑容易產生白口,且球化等級較低。采用牌號BXX-Q1釔基重稀土球化包芯線后,其球化質量得以改善,且成品率達95%以上,試驗結果如圖3和表6所示。
(2)嘉禾某鑄造有限公司。該鑄造廠生產牌號為QT450-10的球鐵沖床配件,單個鑄件30公斤左右,薄壁部位10 mm,最厚壁厚40 mm,鑄件產品如圖4所示。原先采用的是輕稀土球化劑,鑄件中的S、P等雜質元素容易偏高,造成偏析和夾雜,使得力學性能不達標。現改用牌號BXX-Q1釔基重稀土球化包芯線,由于重稀土釔和硫的親和力很強,且為不可逆反應,避免了返硫現象,生產出的球鐵鑄件球化等級高,力學性能達標。

6 結束語
釔基重稀土復合球化劑、球化包芯線至今已有幾十年的發展,取得了一定的成績。在大斷面和超大斷面球墨鑄鐵、低溫高沖擊韌性球墨鑄鐵、中小型球墨鑄鐵鑄件,以及高度集成的、功能更強、質量更輕的鑄件都有良好的發展前景和研究意義。隨著國家對制造業的不斷重視,應該加強科研院所與企業的研發合作,積極推進優秀科研成果的生產轉化及產業化應用,讓釔基重稀土復合球化劑、球化包芯線更好應用在高端球墨鑄鐵鑄件的研發生產。
作者:李仕林、楊清、朱福生、張財淦、廖志金
單位:龍南龍釔重稀土科技股份有限公司
作者簡介:李仕林(1993-)男,碩士主要研究方向為稀土在金屬材料中的應用。E-mail:781022479@qq.com
通訊作者楊清,男,教授級高級工程師。電話:0797-6581279,E-mail: jxlong6581279@126.com
中圖分類號:TG146.4文獻標識碼:B文章編號:1001-4977(2023)09-1127-08
收稿日期:2022-12-14收到初稿,2023-04-07收到修訂稿。
釔基重稀土復合球化劑,球化包芯線,球化機理,球墨鑄鐵
2026-01-29
【LY資訊】南京理工大學化學與化工學院師生蒞臨龍釔開展調研實踐活動
2026-01-26
2026-01-23
【LY喜訊】匠心鑄重器 薪火照征途——熱烈祝賀我司朱福生同志獲評正高級工程師職稱
2026-01-22
【LY轉載】龍南企聯(企協)稀土產業分會召開學習暨座談交流會
2026-01-21
聯系我們
公司地址:中國·贛州·龍南經濟技術開發區富康工業園
營銷和客服中心地址:中國·贛州·蓉江新區高坪
網址:www.y357.cn

公眾號
抖音號






